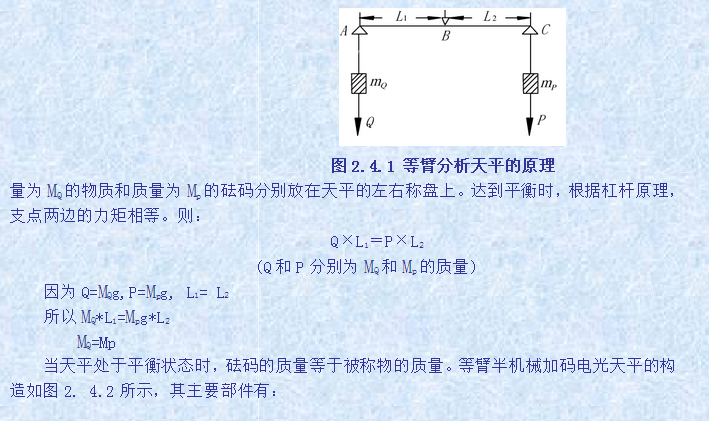
等臂雙盤天平是根據杠桿原理設計制造的(見圖2.4.1)。設有一杠桿ABC。B為支點,因為是等臂的,所以L1= L2。將質
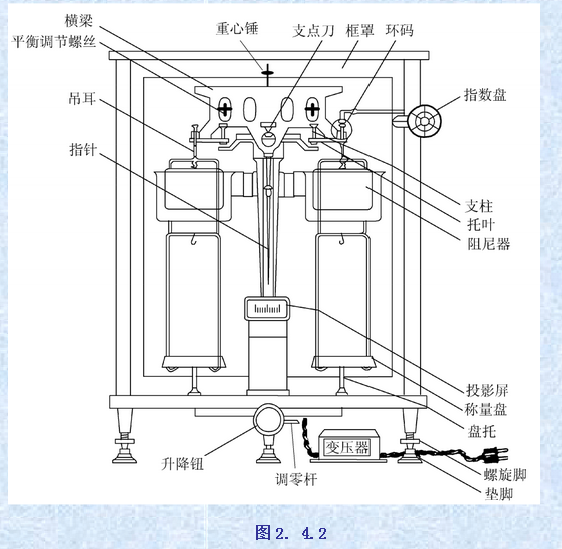
懸于吊耳鉤下,兩筒間隙均勻,沒有磨擦。當啟動天平時,內筒能自由地上不移動,由于筒內空氣阻力的作用,使天平橫梁能較快地停擺而達到平衡。
③秤盤:秤盤是懸掛在吊耳鉤上,供放置砝碼或被稱量物體用。吊耳、阻尼器、稱盤一般都有區分左右的標記,常見的標記為左邊“1”,右邊“2”。在組裝時應按左右位置配套。
④讀數系統
指針固定在天平梁中央,指針的下端裝有縮微標尺。天平工作時,指針左右擺動。光源通過光學系統將縮微標尺上的刻度放大,再反射到光屏上。從屏上可以看到標尺的投影,中間為
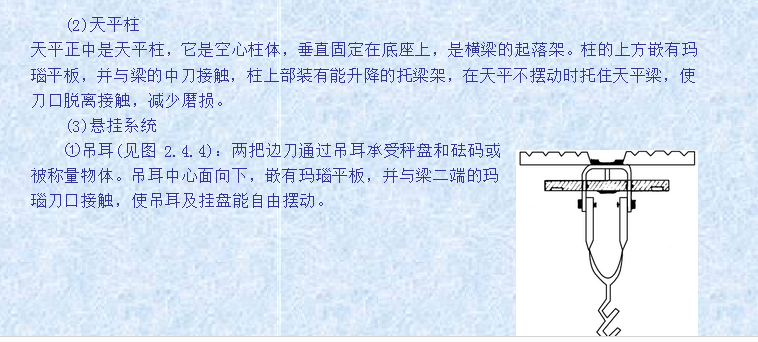
零,左負右正。屏中央有一條垂直刻線,標尺投影與刻線重合處即為天平的平衡位置。 圖2.4.4 天平吊耳
⑤天平升降樞
天平的升降樞在天平臺下正中,是天平的制動系統。它連接托梁架、盤托和光源。使用天平時,啟開升降樞,托梁即降下,梁上的三個刀口與相應的瑪瑙刀承接觸、盤托下降,吊耳和天平盤自由搖動,天平進入工作狀態,同時也接通了光源,在屏幕上看到標盡的投影。停止稱重時,關閉升降樞,則天平梁與盤被托住,刀口與瑪瑙平板離開,天平進入休止狀態。光源切斷,光屏變黑。
⑥機械加碼
轉動加碼指數盤,可往天平梁上加10-990mg的環碼。機械加碼使操作方便,并能減少因多次取放砝碼而造成砝碼磨損,也能減少因多次開關天平門而造成的氣流影響。
⑦天平箱及水平調節腳 天平箱用以保護天平不受灰塵、熱源、潮濕、氣流等外界條件的影響。天平箱下裝有三只腳,前面兩只是供調節天平水平位置的螺旋腳,后面一只腳是固定的。
⑧砝碼
每臺天平都附有一盒配套的砝碼。為了便于稱重,砝碼的大小有一定組合形式,通常以5、2、2、1組合,并按固定的順序放在砝碼盒中,由于面值相同的砝碼間的質量仍有微小的差異,因此面值相同的砝碼上均打有標記以示區別。砝碼是衡量質量的標準,它的精度如何直接影響稱量的準確度。目前我G把砝碼分為五等,普通分析天平一般用三等砝碼。砝碼在使用日久之后其質量總有些改變,所以必須定期校準或送計量部門檢定。
2分析天平的性能
分析天平的性能一般用靈敏性、正確性、穩定性和示值變動性來表述。 (1)靈敏性
靈敏性用靈敏度表示,靈敏度是指處于平衡狀態時,在天平的一個盤上增加一微小質量,能引起指針偏移的程度。指針的偏移程度愈大,表明天平越靈敏。指針的偏移程序可以用角度表示。 即:
此式說明,天平負載后,天平傾斜的角度x與天平載量m及天平臂長L成正比,與天平橫梁重心至支點的距離d成反比。當載量m一定時,天平的靈敏度與下列因素的關系是:
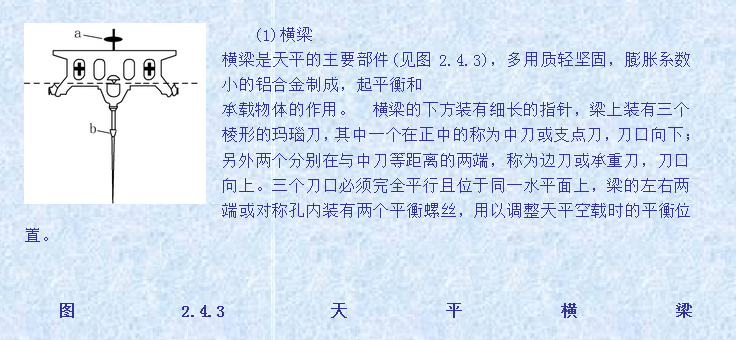
①橫梁的質量W越大,天平的靈敏度越低。故一般采用堅硬、質輕的合金制成。 ②天平的臂長L愈大,靈敏度愈高,但天平的臂太長時,橫梁的質量增加,并使載重時的變形增大,靈敏度反而降低。
③支點與重心的距離d愈小,靈敏度愈高。由于同一臺天平的臂長L和梁的質量W都是固定的,通常只能改變支點到重心的距離來調整天平的靈敏度。如果天平的靈敏度太低,可將重心螺絲支點的距離縮短;如果天平的靈敏度太高,可將重心螺絲下移來調節。
應該指出,天平的臂在載重時微向下垂,以致臂的實際長度減小,同時,梁的重心也微刀口的鋒利程度。刀口越鋒利,刀承表面越光潔,天平在擺動時的磨擦力愈小,天平的靈敏度則愈高。如果刀口受到損傷,則不論怎樣移動重心螺絲的位置,也不能顯著提高靈敏度。因此,在使用天平時應注意保護刀口,勿使損傷。
天平的靈敏度一般規定為1mg砝碼引起指針在標尺上偏移的格數。天平的靈敏度是指能夠察覺出天平兩盤載重差的能力。靈敏度高,表示感覺能力強,所以靈敏度也可以用感量(分度值)表示。
感量是指能夠引起指針在刻度標尺上移動1格時所需的毫克數。顯然:
例如,TG-328B型半機械加碼電光天平感量為0.1毫克格,則其靈敏度為:
表示1mg砝碼使投影屏上有10小格的偏移。但從天平的設計上看,這類天平的靈敏度只相當于普通阻尼天平標盡的1格/mg,由于采用了光學放大讀數裝置,提高了讀數的精確度,可以續至0.1mg,所以也稱
萬分之一分析天平。
(2)正確性
天平的正確性,是指天平的等臂性。一臺完好的天平,雖不能要求其兩臂長完全相等,但臂長度之差應符合一定的要求(即長度差值不超過臂長的1/40000)。
按《天平檢定規程JJG98-72》(試行本)的規定,在zui大負荷時測定不等臂誤差,然后根據稱取物體的質量估計由不等臂所引起的誤差。
在實際工作中,天平的不等臂性,用交換兩盤載重引起指針在刻度標尺上偏移的格數表示,稱為“偏差”。一臺完好的天平,要求在zui大載重下,不等臂引起的偏差不應超過標尺3個分度。但一般稱量范圍常大大小于zui大載重,因此,這一誤差可忽略不計。
(3)穩定性
天平的穩定性是指天平梁在平衡狀態受到擾動后能自動回到初始平衡位置的能力。它是天平計量的先決條件。保證天平梁及承重系統的穩定平衡狀態的必要條件,是該系統的重心必須處于中刀口(支點)的下方。重心與支點的距離愈大,天平愈穩定。若重心高于中刀刀口,則天平失去穩定的平衡狀態而無法計量。天平的穩定性與靈敏性和示值變動性之間有密切關系,重心位置愈高,天平愈靈敏,但穩定性愈差,示值變動性也就較大。因此,一臺調節好的天平,是這些相互矛盾的因素在一定條件下相對統一的結果。對于穩定性,沒有具體的檢定指標,實際上它包括在天平的靈敏性和示值變動性之中。
④示值變動性
示值變動性是用多次開關天平時,天平指針平衡后在標尺上位置的zui大值與zui小值之差來表示的。兩者之差愈大,表示天平的不變性愈差。天平檢定規程規定,天平的示值變動性不得大于讀數標尺的1個分度。天平的示值變動性和天平的靈敏性是對立的統一,兩者的乘積為一個常數,在不被保證到示值變動性的要求的情況下,單純提高靈敏度是沒有意義的,反之亦然。應該使天平具有盡可能高的靈敏度,同時變動性也不致過大。
天平的示值變動性取決于天平裝配質量以及刀口與刀承之間的摩擦力大小和刀口的銳鈍程度,并與稱量時環境條件如溫度、氣流、震動等因素有關。 〖實驗操作步驟〗
1觀察并檢查分析天平
(1)對照天平結構圖,觀察天平各部件的結構以及所處的正確位置。 (2)檢查天平柱頂端的水平泡是否位于正中,輕輕打開天平的升降樞,檢查燈泡是否亮,指
針擺動是否正常。
(3)打開砝碼盒認識砝碼。觀察機械加碼裝置,檢查環碼是否有套接,脫落現象。 2天平零點的測定 0”相重合的數值,即為零點。一般
情況下,要求零點在±0.2mg之間。若超出此范圍,可調節底板下面的調零桿,使標尺的“0”與投影屏零位重合;若偏離較大,可通過調節平衡調切螺絲直至零位處。
3空載時天平靈敏度的測定
在天平左盤加上校正過的10mg碼,打開升降樞,投影屏上標尺應指在9.9-10.1mg范圍內,否則應調節感量調節螺絲。
4天平變動性的測定
打開升降樞,空載時測零點5次,記錄結果,天平示值變動性(格)=zui大值-zui小值。示值變動性一般不超過天平刻度標尺的一格。
5直接稱量練習
檢查天平,測出零點。用疊成=2~3層的干凈紙條或戴干凈手套,從天平左邊門將干凈表面皿小心輕置于左盤中央,隨手關天平門。打開天平右門,用鑷子夾取估計克數的砝碼,輕放在右盤上,關好天平右邊門。半開升降樞,觀察指針偏轉情況,判斷砝碼是否合適。增減砝碼,重復上述操作,直至砝碼合適(即加1克過重,減去1克時,砝碼又比重物輕)為止。然后用右手旋轉指數盤外圈,由大到小用插入法加減環碼。半開天平,從投影屏上觀察標盡移動情況,判斷環碼輕重是否合適。指數盤外圈調完后,再調節內圈,直到天平平衡,從投影屏上讀出數值為止。此時,天平要全開。記錄物體的質量。
6差減法稱量練習
用差減法稱量試樣時,試樣應裝在稱量瓶內。
稱量瓶是具有磨口玻璃塞的器皿(見圖2.4.5),有高型和低型兩種。高型稱量瓶常用來放置在稱量過程中容易吸收水分和
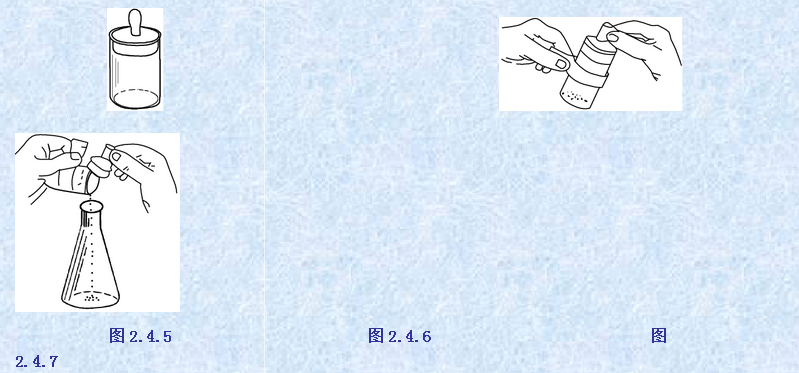
CO2的試樣;低型稱量瓶常用來測定試樣水分。使用前必須洗凈烘干,冷卻到室溫后,放入稱量物。洗凈烘干后的稱量瓶不能直接用手拿取,以免玷污稱量瓶而造成稱量誤差。可戴手套或用較厚的干凈紙條套在稱量瓶上拿取(見圖2.4.6)。
(1)測定天平零點
(2)取清潔、干燥的稱量瓶1個,裝入K2Cr2O7試樣至稱量瓶的1/3左右。用寬2cm、長10cm的紙條套住稱量瓶,拿住紙條,將稱量瓶輕置于天平左盤中央。取出紙條,按上述方法稱重。記下稱量瓶和試樣質量M1。
(3)調節環碼或砝碼,使其減輕0.5g。用紙條套住稱量瓶從天平上取出,在三角瓶上方
(用紙條套取),輕輕敲擊稱量瓶口上部(見圖2.4.7),傾出約0.5g試樣于三角瓶
中,勿使試樣撒落容器外面。將稱量瓶慢慢立起,在三角瓶上方將蓋蓋好。重新將稱量瓶和剩余試樣一起稱重。
若傾出試樣不是0.5g,應繼續小心傾出,反復操作至傾出量接近0.5g時為止,記下稱量瓶和剩余試樣的總質量M2。則傾出試樣的質量為(M2-M3)。
(4)按“(3)”重復操作,將K2Cr2O7試樣傾入另一個三角瓶中,記錄為M3,則這一三角瓶中的K2Cr2O7質量為(M1- M2)。
(5)稱量記錄,可參照示例表2.4.2。 表減法稱取K2Cr2O7試樣記錄
附:G產分析天平的型號與規格參照表2.4.3 表2.4.6G產分析天平的型號與規格